TPM之快速换模
发布时间:2016-11-09来源:装备保障管理网 编辑:将军

TPM之快速换模
一,动作切换四种型态:
1>.作业前的一般准备作业
作业前工作指派,作业标准,量具,检具等,以及整理清扫工作
2>.模具,刀具,夹具,治具的切换
此类作业通称为换模作业,但切换作业不仅限于模具.
3>.作业生产所需的物料,零配件的切换.
此类作业称为换线作业,传统方式:等生产线停线后才做换线,应该以顺序换线的作法,这样的换线时间仅为一个工作站的周期时间而已.
4>.基准变更的切换
4-1.将计算机数值控制器等利用精密切削,或化学装置,产品变更时就必须变更其基准,重新设定条件.
4-2.调整是最耗时间的.
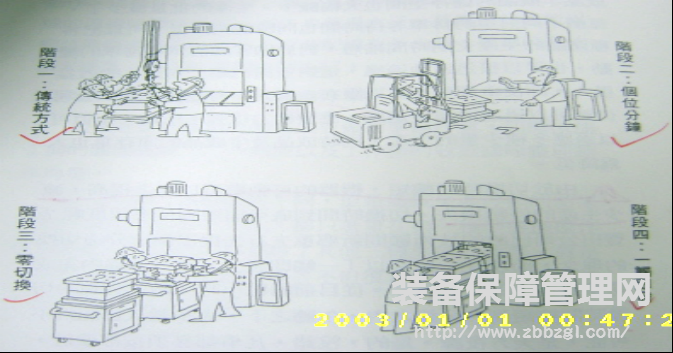
二.快速切换的四个阶段:(切换在本资料中代表换模)
1>.缩短切换时间→减少生产批量→减少成品,半成品,储存空间→不同订单排单时间→缩短各种产品之生产交期→迅速适应客户的订单和需求的变更.
传统方式
需数小时,数十分钟的切换,并不是没有办法将切换间缩短,而是观念未体验出来.
个位方式
九分五十秒内完成切换动作.
零 切 换
三分钟内完成切换动作
一触即发
一分钟内完成切换动作

三..快速切换的步骤:
目的:减少生产的停顿时间,提高生产效率.
1>.内外作业的分离
内(换模)作业-----必须在机器停止生产的状况下才能做切换动作的作业,称之为内部作业,也称为线内作业.
外(换模)作业-----凡机器不需停顿下来,不防碍生产活动的进行,而是在事前或事后做切换动作的作业,称之为外部作业,也称线外作业
将整个切换作业的作业内容,详细分离出内作业与外作业,使个切换时间立即降为仅有作业动作的时间而已,大幅度地减少切换时间.
2>.内作业转移为外作业
将内作业设法转移到外作业,以减少内作业时间,也就是等于减少切换时间,
如:
模具高度标准化/利作垫块-----免去行程调整的内作业,移转到高度设定标准化的外作业.
需预热方可加工之模具-----改为线外预热.
高温模具需降温方可拆卸-----加装隔热装置.
3>.缩短内作业时间
要针对内作业的动作本身设法简化,用简单的方式来缩短内作业的时间.
4>.缩短外作业时间
外作业的动作若能简化,缩短时间,即可减少切换动作的人工时间之耗费.


四,快速切换法则:
1>.平行作业
-----指二人以上共同从事切换动作的作业
二人之间的配合作业必须演练纯熟,尤其是注意安全问题,不可意外疏忽而造成意外伤害.
2>.手可动,脚勿动.
2-1.切换动作主要依赖双手的动作完成,必须减少脚走动的机会.
2-2.切换所必须使用到的模具,道具,清洁器材等必须放在专用台车上,并且有序整顿好,减少寻找时间.
2-3.模具或切换物品进出的动线也须设计成容易进出的方式.
2-4.切换的动作顺序要合理化及标准化.
3>.使用道具不用工具
3-1.所谓工具就是一般用途器具;道具是为专门用途而特制的器具(如魔术师的扑克牌).
3-2.切换动作要尽可能使用道具,不要用工具,是提高切换效率,缩短切换时间.
3-3.测定的器具也要道器化.(如:用块规或格条的方式来替代量尺或仪表以读取数值测定值.
3-4.设法减少使用道具的种类,以减少找寻时间,取放道具的时间.
4>.与螺丝不共戴天之仇.
4-1.螺丝的拆卸动作所耗费的时间通常占了许多切换时间.使用螺丝数量大多牙纹太多,牙数太多,螺丝过长.
4-2.消除使用螺丝的固定方式. -----可用插销,压杆,中介夹具,卡式插座,轴式凸点轮锁定,定位板等方式.

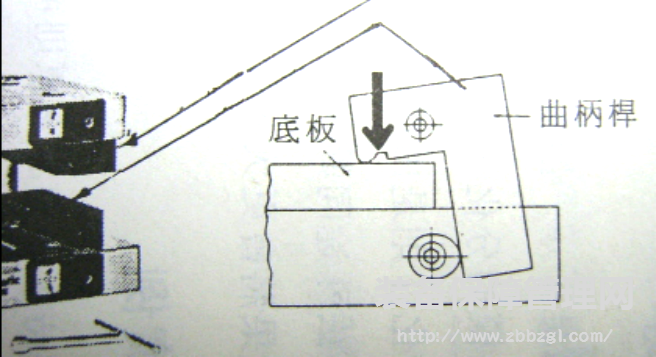
5>.不要取下螺栓,螺丝.
5-1.要以能做到不取下螺栓,螺丝而能达到锁定的功能为改善目标.
5-2.方法:
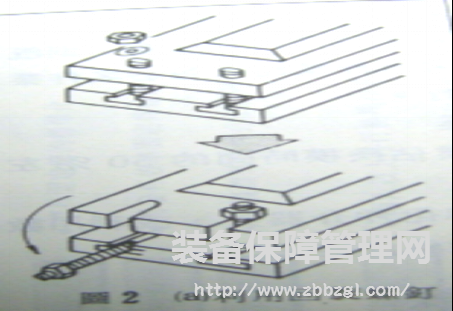
5-2-1.可用只旋转一次即可栓紧或放松的方式.如:C型垫圈,,葫芦孔的方式.
5-2-2.使锁紧部位高度固定化.过高的锁紧部位要削低至标准高度,过低部位要加上垫块以达到标准高度.

6>.基准不要变动.
对于调整的动作.必须先有调整好是一种浪费,是不必要动作的想法,要以排除调整动作为改善目标.调整动作通常要花费整个切换时间的50%-70%.
6-1.从内作业的调整动作移到外作业,事先做好设定的动作.
6-1-1.保留模座,只更换模穴的母子式构造方式以消除模具的设定动作.
6-1-2.采用共享夹具的方式,以双组式的方式做切换动作.
6-1-3.调整设定个数不同冲程或条件,可预先调整一个样版.
6-1-4.要取消刻度或仪表式读取数值方式来认定工作条件,改为块规,阻规等容易取放设定的方式,减少调整时间.

7.事前作业准备妥当.
7-1.设置换模专用台车,将所需模具,道具,换模程序表,及相关器材全部放台车上,以减少寻找,搬运时间.
7-2整模具刀具,检具,工具,量具整理整顿.储存不要以功能存放,而是以产品或模具别制定专用箱子以组套化存放.
7-3设立查检表,协助点检所需器材是否齐全,编订标准切换模程序表.区分作业,施实编组.

