二氧化碳气体保护焊(C02)工艺要点
发布时间:2016-12-20来源:装备保障管理网 编辑:维修工

二氧化碳气体保护焊(C02)工艺要点
为获得稳定的焊接过程,C02焊通常采用短路过渡形式。其工艺参数主要有电弧电压、焊接电流、焊接回路电感、气体流量、焊丝直径及其伸出长度等。一定的焊丝直径及焊接电流必须匹配合适的电弧电压,才能获得稳定的焊接过程。调节合适的焊接回路电压,可防止焊丝大段爆断而使电弧熄灭及减小飞溅;一般采用细焊丝。为使焊接过程稳定、飞溅小、焊缝成形较好等,C02气体保护焊通常采用直流反接法。

焊接工艺要点:
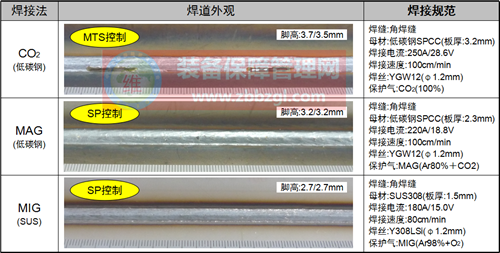
(1)保护气体的种类:
根据母材的种类,选用保护气体的种类。
(2)焊丝直径:
焊丝直径越粗,允许使用的焊接电流越大。通常根据工件的厚薄、施焊位置及生产效率等要求来选择。现在一般都采用1.6mm以下的焊丝,常用的是1.2mm的焊丝。
(3)焊接电流:
焊接电流根据焊丝直径、接头形式及焊工的熟练程度等选择。焊接电流增加时,焊丝的熔敷速度和焊缝的熔i都增加了。焊接电流越大,生产效率越高,焊接时的操作难度越i,焊接速度稍不合适就会产生咬边、焊缝下凹、焊漏或烧穿等缺;。若焊接电流过小,则容易产生未焊透、未熔合和夹渣等缺陷,i且焊缝成形不好。通常在保证焊透、成形良好的情况下,尽可能§用大电流,以提高生产效率。
(4)电弧电压:
随着电弧电压和弧长的增加,电弧的摆动加《,熔宽明显增加,余高和熔深略有减小,焊缝成形得到改善。过i的电弧电压容易使焊缝两侧出现咬边现象。
(5)焊接速度:
在焊丝直径、焊接电流、电弧电压不变的条件:,焊接速度增加,熔宽与熔深都减小。如果焊接速度过快,将产:咬边、未熔合等缺陷,而且焊缝不直;如果太慢,除生产效率低h,焊件变形增大,或产生过热、过烧、焊漏、烧穿等缺陷。在02焊中,电弧在熔池表面的收缩程度更大,提高焊接速度更容}形成焊缝咬边。
(6)焊丝伸出长度(干伸长):
干伸长度是指从导电嘴端部到:件的距离,保持焊丝伸出长度不变是保证焊接过程稳定的基本条F之一。这是因为C02焊采用的电流密度较高,伸出长度越大,}丝的预热作用越强,反之亦然。
(7)电流极性:
C02焊一般都采用直流反极性,飞溅小、电&稳定、熔深大、成形良好,焊缝含氢量低。
(8)气体流量:
C()2气体的流量,应根据对焊接区的保护效;来选取。接头形式、焊接电流、电弧电压、焊接速度及作业条件t流量都有影响,流量过大或过小都会影响保护效果,容易产生焊E缺陷。通常气体流量为10~25I。/min。室外作业要适当加大保护£体的流量。
(9)焊枪的角度和焊接方向:
焊枪的角度决定电弧热能在工件二的分布情况,对焊缝成形有很大的影响,是重要的焊接工艺参《。但在焊接过程中不作规定,由焊工灵活掌握。焊接方向分左焊}、右焊法。左焊法是指焊枪从右向左移动,电弧指向待焊部分的操作方法。左焊法熔深较浅,焊缝成形好,能够清楚地观察熔池前坡口面熔合情况。右焊法是指焊枪从左向右移动,电弧指向已焊部分的操作方法。右焊法熔深较大,焊缝成形不好,而且观察坡口熔合情况比较困难。焊枪的倾角也是不容忽视的因素。当焊枪倾角小于10。时,不论是前倾还是后倾,对焊接过程及焊缝成形都没有明显的影响;但倾角过大(如前倾角>25。)时,将增加熔宽并减小熔深,还会增加飞溅。焊枪倾角对焊缝成形的影响如图4-6所示。通常焊工都习惯用右手持焊枪,采用左向焊法时(从右向左焊接),焊枪采用前倾角,不仅可得到较好的焊缝成形,而且能够清楚地观察和控制熔池,因此C()2焊时,通常都采用左焊法。
(10)喷嘴高度:
通常根据焊接电流的大小,由焊工选择合适的喷嘴高度,喷嘴与工件间距离通常保持在10~25mm间。
