追求工业安全零事故的新思维 - TPM管理的有效运用
发布时间:2017-09-15来源:装备保障管理网 编辑:旭光

追求工业安全零事故的新思维 - TPM管理的有效运用
日本最近在TPM的改善范畴里,有关自主保养、个别改善的进步非常惊人。「目视管理」、「机器设计改善」、「发生源对策」、「少人化」、「作业改善」,甚至「工厂全体的损失分析」等,其水准都是以前的TPM活动所不能比拟的。
目前工厂的生产革新或因为TPM活动的导入生根而有所进步,但关于工业安全的部分,TPM却未得到有效运用。本节将探讨如何藉由TPM的运作,使工厂的生产革新与工业安全的提升能够同时达成。
以TPM来确立工厂安全管理的目标
工厂的生产革新与工业安全的提升表面上看来互不相干,想要同时达成通常会被认为是不可能的。另外工厂的生产力提升与少人化要同时完成,一般出认为有困难。
然而却可由推动TPM活动同时解决这种互相矛盾的问题。整理TPM的特征,可以归纳为以下四点:
1. 能够以步骤方式来展开(如自主保养等);
2. 目视管理、机械设计技艺、发生源体系化;
3. 损失的指标、改善顺序的建立及成果的定量化;
4. 环境与安全的重视。
在日本工厂里工业安全管理活动中经常运用的方法有:惊吓警惕法(near-accident activity)、危险预知训练及动作复诵确认法等。这些方法是与作业员个人或小集团为中心来主导推行。其效果仅止于螺旋上升式;结果,使得大部分的工业安全活动流于公式化,而少有新意,故对新工业安全活动的开发显得更为重要。
TPM活动的自主保养、个别改善、计划保养、品质保养活动里,步骤展开的顺序已被建立,同时,操作人员教育步骤的课程内容也整理完成。所以如能确实地实施TPM,在三年的活动中可以完成上列所要求的六大步骤。对于工业安全的部分,TPM出是非常的重视,只是目前步骤展开的方式仍未建立。
此外,关于「安全的目视管理」、「对防呆法下的工夫」及「发生源的指南与对策」等战果,若与自主保养及个别改善相互比较,TPM发展显得较慢。
比如说经常提到的自主保养,是将一些慢性的状况问题点以PM分析来使真正的原因明确,然而TPM的工业安全活动中,PM分析用于事故原因分析的情况却不多。这主要是人的思考方式的表现。
正视工厂安全管理上的诸多问题
一般工厂在日常生产活动中安全管理主要存在下列几个方面的问题:
1. 追究事故的原因时,常有一种为了责任不要波及管理者或作业人员的心态,以致发生的原因常混沌迷离而呈模糊状态,而真实的原因(发生源)无法被明确认定。
2. 未培养在工业安全方面专精的技术人员,故无法系统的追究事故的原因及建立对策。工业安全活动未在强有力的领导能力之下被推动,也没有相关的权限设定。
3. 即使是主管或是工业安全方面的技术人员,也无法将事故的发生源以「现场、现物、现象」三个方面来使其明朗化,往往仅以护栏、扶手、或安全防护罩等治标不治本的方法来作为解决对策,最后不了了之。
4. 并未开发出除惊吓警惕法、危险预知训练、动作复诵确认法之外的新的工业安全活动。即使发生许多工伤事故,但仍然重复着类似的作业,并未以作业解析的结果来对应废止哪些属于不良作业或危险作业。
所以,从未开展TPM活动前的种种限制因素,即使到了现在,TPM在工业安全方面的活动仍未充分展开。在以前利用三种工业安全活动来减少工业安全事故的发生,在过去还显得很有效,然而基于现在的设备规模扩大、自动化的提高,人的思想也跟着改变。在工业安全方面,特别是「自己的安全自己保护」这一类,到目前仍非常闭塞,问题点仍未被解决。
举例来讲,对电车司机而言,运用「动用复诵确认」来确保安全的达成是较为有效的方法,而类似的土木建筑(或几乎每天的作业现象都在变换的状况下),则是采用「危险预知训练」会更具有效果。那么,惊吓警惕法适用于什么情况呢?
在日本有一家工厂,曾出现一年高达一万件惊吓警惕案例(惊吓警惕法),在过去十五年间,该厂工业安全案例不间断地被发现,工厂安全负责人这时在想,有这么多的工业安全案例的话,工厂何不运用一年或更长的时间把它(工业安全隐患)全部指出来,然后再专心思考对策,但对于这样的建议,得到的回答却是「如此一来没有预算会很困难」,得不到明确的答复,到最后还是不了了之,另外一个例子是,在经常会发生夹伤事故的工厂里,让它们以「夹伤」为主题,将所有作业及设备的安全问题点整理出来,结果也几乎没有回应,或许站在工厂的角度来看,这种被夹伤的作业及设备在工厂一直存在着,本身就属于工厂的内部问题,如果太深入追究,反而会引起不必要的困扰,如资金投入等方面。
惊吓警惕案例是指将现场内潜在的危险、不安全的动作及状态等由各作业员指出来。然而,事实上危险的问题(如夹伤事故)并没有被指出来,另外即使指出来了,也会出现「自己的安全要由自己来保护」的推诿之词,结果使工业安全管理变成形式的活动,或只是工业安全小组车间行事历上的一件例行公事罢了。
不过事实上也有些工厂用关键字(如以常出现异常状况的部位、夹伤……)提出工厂日常生产活动中可能会发生工业安全问题的部位。再汇集近几年的案例,并依「重、轻、微」等级加以分类,再针对「重」的部分来实施对策。这种情况也有部分工厂在实施。
如果要求工厂的计划保养小组「使用惊吓警惕案例、危险预知训练及动作复诵确认等方法,使事故或故障变成零」的话,一般会被以「这样的事是没有办法的」的回答来拒绝,所以工业安全上所使用的手法亦有其特有的部分,有些并不适合应用于其它的领域上。
另一方面,计划保养里虽然开发能使故障及问题达到零的手法,但却不一定适用于工业安全方面的问题,为什么呢?会出现此种现象的证据就是,在保养的施工现场、工厂的作业场所里,常常只是不假思索地依照工业安全小组的指示,信依样画葫芦地进行了三项活动,而丝毫没有对这种方案抱怀疑的想法。此外,包括制造、研发的小组在内,对于工厂全体的安全活动也少有关心,造成这种现象的产生。
在这里需要重新界定清楚的是,并不是在谈论这三项活动(惊吓警惕案例、危险预知训练、动作复诵确认)对工业安全没有确实的帮助,只是,并不是代表实践了这三项活动,就可达成工业安全零的目标。
依TPM活动来进行工业安全管理的原则
依据TPM的工业安全管理,其基本原则为:「凡可能导致劳动灾害、工业安全事故的发生源,务必使其明确化,且要用心考虑其对策并加以实施」。正如将「以设备来确保品质」的TPM活动之品质保养运用在工业安全上的话,那么TPM的工业安全管理即成为「工业安全的达成要以设备来确保」,以达到「设备本质的安全化」为工业安全管理的终极目标。
在「夹伤事故」经常发生的工厂里,若不改善可能发生事故的作业方式,则欲使安全事故降到零乃是缘木求鱼。而如果将发生源置之不理,只是要求「要小心操作」的话,也不可能了解到要注意什么才好。即使是询问「在工厂里可能会产生夹伤事故的场所有几个?可能会衍生如此情况的是哪些作业?是否已将其全部指出来」,这些方面经常会被遗漏。
如下图所示,对工业安全的处理上有欧美式的Top Down及日本的Bottom Up两种类型,Top Down的研究是采用故障树(Fault Tree)分析的手法,可以定量地评价大规模系统的安全性,诸如运用于航空、核能、化工产业的问题上。Top Down研究是宏观的、战略性的、理论性的。
为了能显现出定量的评价,收集故障数据,示范统计并予以数据化仍是必要的,然而此项举措可使设备的故障降低,但对现场的工作进行方式要求不是很强,可以请专业的顾问来工厂进行推广。

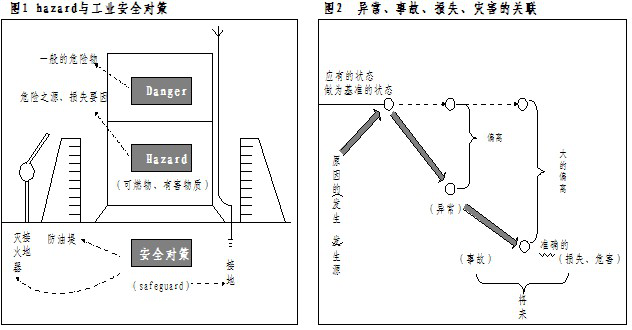
即使是发生事故也不见得一定会产生灾害。惊吓事件即是一例。不过只要是事故发生,产生灾害的比例相当高(这一点由惊吓警惕法则可以获得证明)。
灾害为巧合所支配,有许多不确定因素。为了要使灾害消失,消灭事故较具有效果,这也是惊吓警惕法则的结论。换言之,灾害、损害可以用下列公式来表示之。【灾害、损害】=【事故】+相当比例的【损失、灾害】。
如能防止所有的安全事故,则任何灾害将无由发生,此为最有效的工业安全政策;我们称之为预防对策。工业安全的研究对象为人祸(人为灾害)的部分,人祸是可以预防的,最有效的方法便是重视预防对策。防止产业灾害(损失),除了人为灾害的预防对策外别无其它更有效的办法。
灾害统计的参考数值
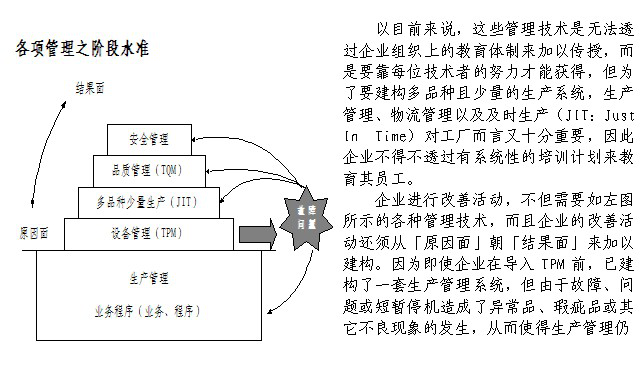
为了要将工业安全管理的实现成果,做出比较或判定以建立对策,针对过去几年的劳动灾害数据加以统计是必要的。现在常被使用的灾害率有:年千人率、度数率、强度率三种(如下表):
经常运用的灾害统计公式:
「度数率」指的是:劳动时间每百万小时,依劳动灾害发生所导致工作能力丧失的伤害件数。假设一个劳动时间为两千小时,从业人员有五百人规模的工厂,合计劳动时间一百万小时,如果每年内发生一件伤害事故,则度数率为一。
至于在「强度率」的劳动损失日数的论定方面,死亡或永久无法劳动的7,500日计,其它残存的伤害,则依程度不同而有一定的日数基准。在这里所提的无法到职工作灾害,是指为了治疗因业务上所造成的病痛或灾害而无法工作,必须停工(休养)的工伤或疾病而言。
不停业灾害指的是因业务上造成的病痛或灾害,虽然将来还可以工作,但从发生到治愈,必须持续十日以上每天到医院接受治疗。如果十日以内可以完全治愈的,则称为轻伤灾害。此外,若轻伤灾害中,有只涂药水不需要特别加以处理的,也可以称之为经红药水灾害。
机器设备本质的安全化
是人,就会犯各式各样的错误,因为机器或设备的设计、制作、运转、保养、变更等,时而会发生误操作、误动作、误判断等,并且机器或设备也会发生短暂停机、故障及出现其它状况的可能性。
像下列这样的情况:
1、 即使操作人员发生误操作、误判断的情形,也可以在酿成事故或灾害之前,让机器或设备停止的「防呆设计」(fool-proof)。
2、 机器或设备的一部分发生了异常、故障,或有不可控事件发生时,但并不会波及全体,因为其中设定的只在安全范围内运用的安全装置(fail-safe)。
类似这类化学安全化对策的内容,就是所谓的「本质安全化」。而「防呆设计」指的是如果自动机械的安全栅栏门被强行打开时,运转中的机器就会立即停止运行;或是动力传导装置的安全盖被拆卸时,运转中的机械便会自动断电停止的一种装置。至于「fail-safe」方面,例如铁路列车在侦探到线路或架线出现异常时,会自动停止一种特殊安全装置,有了本质的安全化装置,其工业安全管理才能落到实处。
TPM最重要的一点,就是要把所有所谓的问题发生源,很明确的将之凸显出来,然后再去做出对策(所谓「发生源」一词的用语,在TPM设备管理用语辞典中是以「the source of problems」来表示,但是就企业的经营者来看,应用「root cause」的英文来表达更为贴切。换言之,TPM的首要任务就是要了解「问题根源」之所在。
其次是,为什么推行TPM要用三年的时间,这是因为从恶性循环转变为良性循环所需要的时间,必须经过如此长的时间才能毕尽全力,而事实上不管是哪一家工厂,在TPM导入前,都经常会发生问题与故障。
而作业人员与保养人员也非常的忙碌,由于工作繁多,再加上检讨不够充足,所以结果就是根本无法找出解决发生源的对策。有时甚至只中为了因应紧急处理的需要,而采取治标的解决办法。为了能彻底杜绝这样的恶性循环,并使其转变为良性循环,企业就更需要在导入TPM后,以三年的时间来进行改善活动。
依此进行后,一种初斯的良性循环才能形成,而且这不仅可以使故障与问题的发生相对减少,工厂也就能更进一步进行更有前瞻性的工作。这是因为有了充分的检讨作业,所以能够批出发生源的对策而彻底解决问题,一旦故障与问题减少了,企业就会更专注在创造高水准的品质与工业安全问题上。
为何TPM可以使工业安全变得更为完善
每个企业有库存管理、工程管理、物流管理、作业管理、目标管理、工厂管理及单价管理等,其它还有左图所示的种种管理技术。
无法充分发挥其机能,更与其管理机能是否能够完全发挥有着密切的关系,就企业的整体运作而言,如果无法摆脱恶性循环的事实,随后所衍生的问题将持续接踵而来。
事实上,在一个故障与问题频繁发生的工厂中,想要奢谈提高品质与工业安全的水准是绝不可能的事。
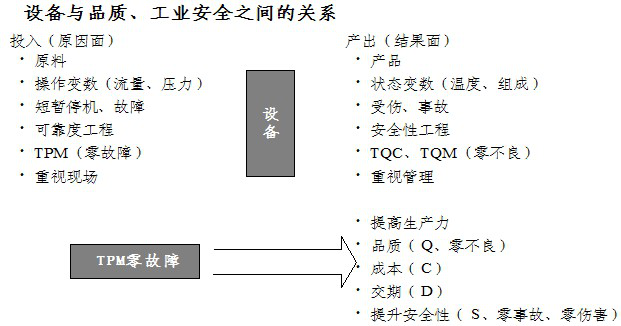
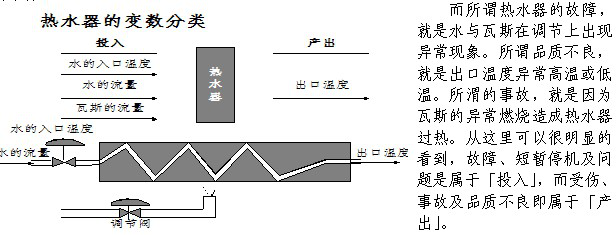
如上图所示,影响设备的变数,可分为「投入」(原因面)与「产出」(结果面)两类。工业安全与品质可归为结果面,而故障、问题与短暂停机则为原因面。以下针对这两个层面做更祥细的探讨。
以下图的热水器为例,水的入口温度、水的流量、瓦斯的流量是「投入」。其中,水的流量与瓦斯的流量是可操纵的变数,如果加以调整则出口的温度也会改变,所以出口温度是「产出」。水的入口温度无法直接调节,因为这是由外部的要因来决定,这就是初期的条件。
管理上的过失与危机的分析
所谓的MORT,就是指“The Management Oversight and Risk Tree”的简称,在此右解释为「管理上的过失与危机分析」。MORT与Fault Tree类似,不过在管理上,Risk Tree的说法更可以把过去及缺点的意义明确的表现出来。
在1969年,W.G.Johnson以系统安全解析的手法,提出MORT的基本概念。1971及1973年,先后出现MORT第一版及第二版,其后更在1980年汇集了MORT的成功案例,发行MORT解说书,同时也发表了一些有关化学工厂的应用实例。
如果将工厂内所经常发生的事故加以分析,不难发现其原因不外在人员、设备、管理及媒介物四类。然而一般说来,调查工厂事故发生的原因中,大部分是针对工厂硬体设备来加以检讨,对于软体方面,如管理等,其重要性并未在调查检讨中充分明确的显现出来。因此,MORT把管理上的问题一并涵括在内,以协助企业全面地去了解事故发生的原因。
但是MORT并非只局限于在事故发生后去思考应对策略,它甚至可以为产业安全提供出预防对策并加以活用。换言之,由于MORT可以针对目前各企业对工业安全问题上的想法、管理上的体制、潜在的危险等问题加以分析,因此,更能明确工业安全上的弱点及对应策略。
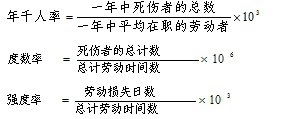
依据MORT的概念,所谓的「异常现象(incident)」可能定义为「不希望发生的能量转移(能量变化)」,而所谓的「事故(accident)」,则定义为「对人员造成伤害,对设备形成损害,或在制程中造成运转性能下降的异常现象」。
所谓「异常(abnormality)」的定义通常是指「偏离某一基准」,而在MORT中,则更具体地对其加以定义。例如:人员从楼梯上跌落或物品从高处掉落,这些都是工厂中最不希望发生的能量转移事件。再如有害气体自容器中外泄而导致扩散的情况也是企业最不希望见到的能量释放。
在MORT中,还要考虑到的一点是,「事故的发生是因为多种重要因素所造成的」。这也就是说随着异常现象的产生导致不希望发生的能量转移,而且因为此一能量转移无法被阻止或控制,所以才会发生事故。
通常在初期,首先会在计划时或运转中出现错误,随后再加上未能对人员或环境的要因变化做出正确调整,就会造成事故的发生。像这样如果没有按目的加以调整的话,不安全的条件及不安全的行动就会接边发生,并使得有关的企业活动爆发危机,接着因为不安全的条件及行动,就会造成不希望发生的能量转移。
能量转移的种类
某些不希望发生的能量转移一旦发生时,会造成人员伤亡、设备受损。能量的转移大致分为以下几项:
l 质量、重力、高度;
l 直线运动;
l 旋转运动;
l 压力、容积;
l 腐蚀性;
l 毒性;
l 病源性;
l 爆发性、自燃性;
l 可燃材料、电力;
l 热辐射;
l 其它高温物体;
l 核能辐射;
l 电磁及电子辐射;
l 音响辐射。
如能将能量再加以分类,可以归纳出以下几项是可以善加利用的:
l 异常现象的发生会有助于状况报告书的作成;
l 以能量(电压、热量及压力等)大小变更作应对策略;
l 开发防止对策及以系统为对象的情报;
l 资料收集。
下表将不希望发生的能量代表案例一一列出。就目前来看,劳动伤害如夹伤、滑倒、摔落等事故,都是以现象为中心来检讨其安全对策。但在MORT,则以不希望发生的能量转移与释放出来假设异常现象的发生,这一点与TPM的寻找发生源与对策的想法,如出一辙。
能量转移和释放之代表案例:
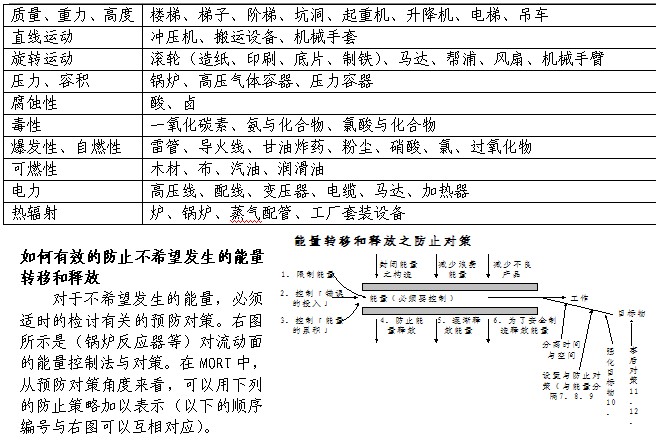
1. 限制能量(使其转换为更安全之事物)
在工作上使用必要的最小能量。例如,必须以手加以取用处理时,应以最轻量进行;有害物质应选择最小容器存放;在某些特定区域中禁止车子的行驶;使用毒气最低的化学物品或采用容易保养乃至不需要保养的设计。
2. 控制「错误的投入」:
以即使是错误操作或错误投入,也不能造成系统故障的方式来控制投入。例如,对过电压装置回路断路器;手术时为防止误认氧气而对病人施放麻醉气体,可以使用颜色管理的方式,同时以不同型式的接收口,来易于区分氧气及麻醉气体。
3. 控制「能量的蓄积」:
亦即以信号的控制装置来防止能量的蓄积。例如,微动控制器、调节器、断路器、气体检知器、温度检出器等设置。
4. 防止能量释放:
是指把危险的物品覆盖起来的一种设计。例如,于管线设置热绝缘体、被覆电线以隔绝热量;再如防呆阀及连锁阀的设计亦是同样的道理。
5. 逐渐释放能量:
例如,破裂板、安全阀、安全带、缓冲机等。
6. 制造释放出能量的管路、分离空间与时间:
*在空间的分离方面,如车辆与行人的交通分离;接地、隔离有害的爆裂物质;管路的明确标识、禁止入内的标志等。
*在时间的分离方面,如开警报与撤退、爆破与保养的时间。
7. 阻绝能量的对策:
例如,自动淋水灭火系统、围墙、屏障、防护服、噪音隔离等对策。
8. 阻绝能量与人员、设备间的对策:
能量的释放,要尽量不影响远方,如防火窗、隔音天花板、焊接保护罩、安全网(如马戏团表演中所用的安全网)。
9. 阻绝人员或设备的对策:
例如,人员的防护器具(如护目镜、安全鞋、安全带、防毒面具、手提袋)及汽车的安全气囊等。
10. 提高损害的界限值:
选择抗损力较强的材料及意志力较强的人员。
11. 事故后的对策:
*防止二次的灾害:如阻绝能量的释放、禁止通行、隔离危险区域等。
*人员与设备的救护;
*灭火;
*准备紧急医疗班。
12. 复健
人的健康及工作能力的复原、设备的修理等。
